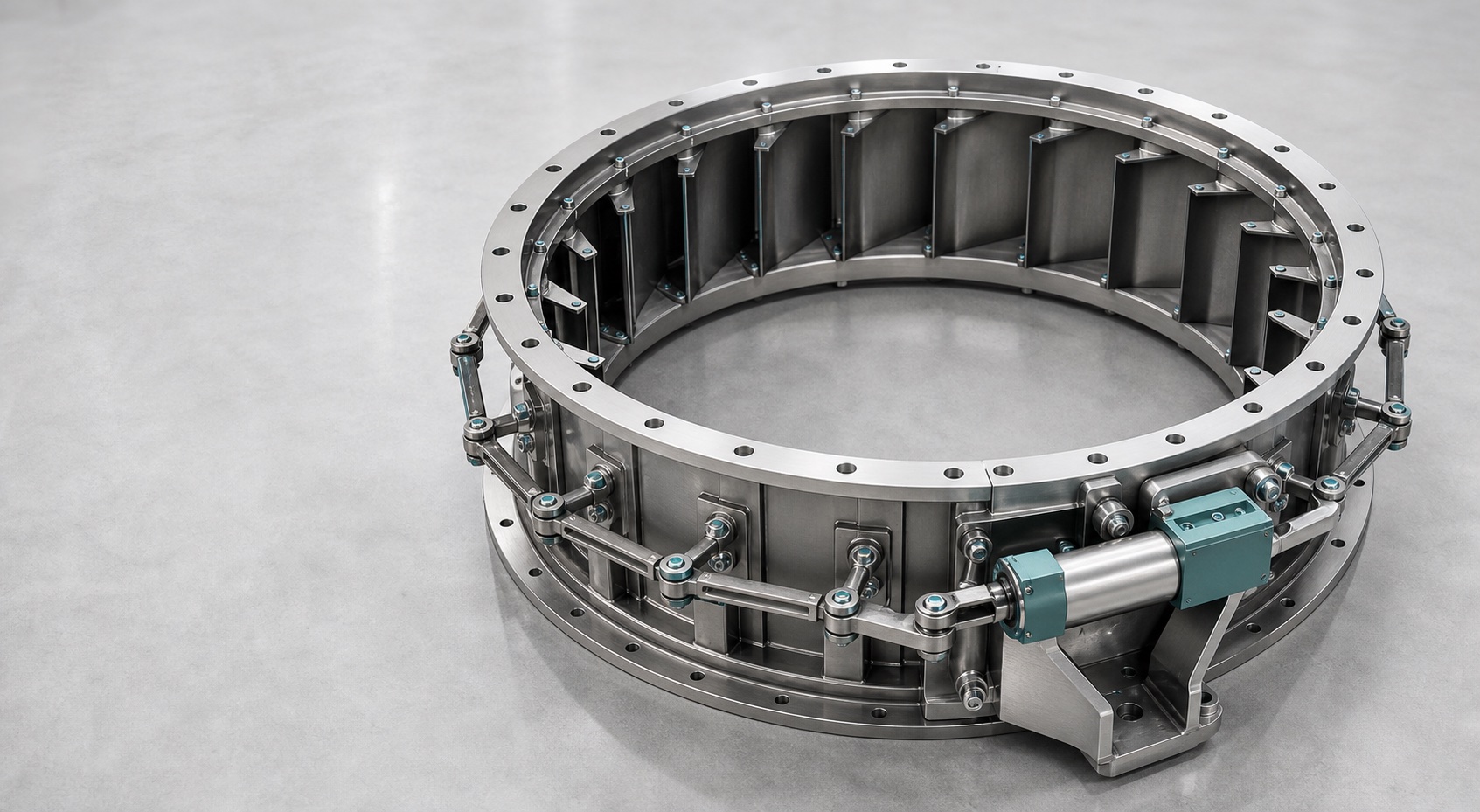
运动链
电动或气动执行器推动曲柄,带动外置同步环小角度转动,环上耳板通过等长连杆驱动各叶轴摇臂。
设计边界
执行件和同步件布置在进气壳体外侧,叶轴穿出壳体后由摇臂、连杆和同步环实现多叶片同步。 工具只服务于该类机构的参数化设计计算。
电动或气动执行器推动曲柄,带动外置同步环小角度转动,环上耳板通过等长连杆驱动各叶轴摇臂。
所有动力传递点均按销轴、衬套、杆端关节或带肩轴套处理,计算重点是间隙、磨损、偏载与润滑保持。
齿轮、齿圈、齿条、蜗杆、内置啮合盘和同步齿传动不进入本工具,不作为对比备选。
所有参数都可在计算区修改;正式计算书或实测数据应优先替换气动力矩、摩擦、行程和公差输入。
交互模型
该模型表达运动关系和校核口径,不替代最终 CAD 运动仿真。调节滑块可查看同步环、连杆和叶片的相对姿态变化。
结构方案
方案把同步误差的来源限定在可测、可调的铰链链路中,方便装配后逐片调零,也方便现场更换杆端关节和销轴衬套。
壳外安装,使用耳轴座补偿微小摆角;推杆行程由电控或气控闭环管理。
短曲柄把线位移转成同步环切向位移;曲柄端位避开死点并设置可调限位。
同步环由导向滚轮或耐磨滑块支承,环上耳板按叶片节距布置,不承担气流密封功能。
每片叶片一根可调连杆,杆端关节允许装配偏差,锁紧螺母防止运行中漂移。
摇臂夹持或键连接叶轴外端,叶片角通过外部基准孔和角度治具校准。
设计计算
该工具把 IGV 相关参数分为叶片气动、运动几何、执行器、铰链销轴、公差同步和安全系数六类。 修改任一输入后,运动模型、推荐推力、同步误差和销轴面压会同步更新。
| 参数类别 | 已纳入输入 | 参与计算 | 输出影响 |
|---|---|---|---|
| 叶片参数 | 叶片数量、最小角、最大角、单片投影面积、压力中心臂 | 角度行程、节距、气动力矩估算、总载荷 | 同步环角、执行器推力、单连杆载荷 |
| 气动载荷 | 单片气动力矩、最大压差、轴封/轴承摩擦矩 | 取手工气动力矩与压差估算力矩的较大值 | 推荐推力、执行器选型、摇臂载荷 |
| 运动几何 | 同步环半径、摇臂臂长、连杆中心距、曲柄臂长、执行器行程、最小夹角 | 同步环弧长、行程利用率、死点裕量、力传递效率 | 运动可行性、行程余量、推力放大 |
| 铰链销轴 | 销轴直径、衬套宽度、机械效率、污染系数、许用面压 | 单连杆载荷、销轴投影承压面积、接触面压 | 销轴尺寸、衬套宽度、润滑和材料等级 |
| 同步精度 | 孔距公差、连杆长度误差、销轴径向间隙、同步环跳动、支承弹性位移、目标误差 | 将线性误差折算为叶片角误差 | 是否需要提高加工精度、选更小间隙杆端或增加调零工序 |
| 安全系数 | 设计安全系数、污染/卡滞系数、机械效率 | 叠加载荷裕量和传动损失 | 最终执行器额定推力和机构强度余量 |
验证闭环
本阶段不展开其他机构路线,验证只围绕外置纯铰链结构的运动可靠性、装配一致性和可维护性。
全行程低速往复 500 次,记录力峰值、滞回和端位重复性,确认无卡滞和连杆干涉。
在 0%、50%、100% 三个行程点测量每片叶片角度,形成调整量表并锁定连杆长度。
对锁紧螺母、开口销、卡簧和支架螺栓做防松验证,重点观察杆端关节游隙增长。
模拟更换单根连杆、单个销轴和同步环导向件,确认不需要拆卸进气主壳体。